
魏新江 谢国谊 朝文锋
(新疆八一钢铁股份有限公司)
摘 要:介绍了八钢棒线小型机组轧机的轧辊轴承在选型、装配、使用中为延长使用寿命采取的技术措施,不仅大大降低烧轴承次数而且降低轴承消耗。
关键词:轧辊轴承;寿命;装配
1 问题的提出
八钢棒线小型生产线共有18架平立交替轧机,其中1#~6#为粗轧轧机,7#~12#为中轧轧机,13#~18#为精轧轧机,在线18架轧机是由达涅利制造,备用轧机是由国内制造。在生产过程中,由于维护组装不到位等原因造成每月平均烧损1~2套轴承现象,严重时还会造成卡盘的损坏,影响生产顺行,而且事故处理费时费力。为减少轧辊轴承的事故性损坏,通过不断摸索实践,有针对性地进行了一些改进,效果显著。
2 棒线卡盘轧机轧辊轴承技术参数简述
轧辊轴承的选型主要是根据轧机参数核算额定动载荷和额定静载荷,选择配置方式、轴承型号和径向油隙。棒线小型生产线刚投产时1#~18#轧机主轴承选用SKF轴承,目前1#~6#粗轧轧机及7#~12#中轧轧机采用国产轴承,13#~18#精轧轧机仍采用SKF轴承,止推轴承仍然采用SKF轴承,轧辊轴承配置方式见表1。

根据1#~18#机架的主要轧制参数(见表2),轧机主轴承采用四列短圆柱滚动轴承,在卡盘非活动端止推轴承,采用双向止推圆柱滚动轴承,可以承受较大轧制力。

3 改进措施
3.1轧辊轴承径向游隙的调整
根据轴承承载负荷、转速、润滑、温升和表面粗糙度、轴承内径配合过盈量等条件选取径向游隙,轴承游隙选择正确与否,对轴承寿命、摩擦阻力、温升、振动等都有很大影响,改进前游隙组别采用C2组公差范围见表3,通过现场跟踪测量发现轴承游隙选择过小,现在将游隙组别改为C4组,公差范围见表3,现场使用效果较好。

3.2轧辊轴承密封
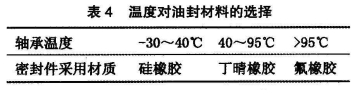
轴承密封的好可以有效延长轧机轴承的使用寿命,减少轴承意外损坏。轴承外部选用迷宫密封,材料采用40CrNiMoA表面渗氮;轴上用双骨架橡胶密封,胶质硬度为HSD70~75,弹簧材料为lCr18Ni9Ti。密封材料的选择要考虑轴承温度的影响,轴承温度-30~40℃属低温段,轴承温度40~95℃属中温段,轴承温度大于95℃属高温段。改进前粗中轧机轴承密封材料采用硅橡胶;精轧机轴承密封材料采用晴橡胶。现场对轴承温度测量显示,粗中轧机轴承Z高达55℃,已跨入中温段,因此将粗中轧机轴承密封材料改为丁晴橡胶。使用后下线检查密封材料没有出现硬化现象。温度变化对油封材料选择见表4。
采用这种形式的密封可使轧辊的拆卸十分方便,向轴承内加润滑脂时,旧脂可以由密封环唇口处溢出,而外界的水、氧化铁皮和其他杂质却被唇口阻止。同时轧辊转速较高时,由于离心力的作用会减轻对基面的工作压力,减少密封环的磨损。
3.3轧辊轴承润滑
改进前对棒线厂小型机组轧机轧辊轴承下线检查,发现部分轴承油脂乳化现象严重,轴承弹子有锈蚀现象。分析认为,使用的润滑脂,其点滴较低,针密度较小,温度过高时,易变质。改为福斯专用轧机润滑脂,其点滴、针密度较好,且不易变质,同时抗腐蚀锈蚀能力强。轴承下线检查再未发现以上情况。润滑脂牌号和性能见表5。

3.4轴承装配过程注意事项
3.4.1轴承清洁
更换轧辊后对轧机卡盘轴承需用柴油进行清洗,清洗后检查轴承是否有弹子脱落、点蚀及异常磨损现象。根据卡盘在线使用周期制定清洗规定。如表6所示。

3.4.2轴承装配
(1)检查轧辊装内圈及动迷宫位置加工尺寸是否在公差范围,防止内圈及动迷宫自转。
(2)检查轴承座内孔是否存在变形?内孔尺寸是否在公差范围,防止轴承外圈在轴承座内转动。
(3)温度控制。装配轴承内圈、迷宫环时使用匹配加热器,内圈加热温度≤100℃,迷宫加热温度≤120℃,严禁用割刀加热内圈及迷宫环。
(4)装配方法。迷宫环与辊径的配合为过盈配合,装配时不可用撞击等方式硬性装配,迷宫环两端面必须平行,并与轴身台肩和轴承内圈紧密贴合不能有间隙。装配轧辊时要重点检查动静迷宫及骨架油封的磨损情况,确认是否有良好的密封效果。
3.5轴承生产使用过程中的维护
生产期间轧辊轴承还受许多实际工况的影响,例如轧制低温钢或黑头钢时对轧机轴承损伤较大;立式机架下轴承存在着氧化铁和水的渗漏现象;部分轧机润滑冷却效果不好,造成轧机轴承温升较快等现实情况。因此在使用中还应重点关注以下事项:
(1)轧机运转过程中要定期观察轴承状况,并用测温枪测量各架次轴承工作温度,并记录下来。冷却水正常使用时,粗轧轴承温度不允许高于45℃,中轧轴承温度不允许高于55℃,精轧轴承温度不允许高于65℃。
(2)卡盘轴承集中润滑改为手动补油,1~12架粗中轧机卡盘每周手动补油2次。重点关注立式卡盘下轴承补油情况,必须将乳化的脏油挤出。
(3)定期查看CP2轧机负荷记录数据,查看超负荷架次,并对超负荷架次轧机轴承重点跟踪。
(4)每天白班检查轧机平衡管线接头有无松动破损,并且观察钢咬入轧机的震动情况,确认平衡工作是否正常,若平衡漏油先加橡胶垫起到临时平衡作用,严禁无平衡轧钢对轧机轴承的冲击。
(5)轧机万向轴甩动大对轧机轴承损坏较大,巡检时发现万向轴甩动较大及时告诉机械维护进行调整,保证轧机转动平稳。
(6)卡盘固定在底座上要牢靠不能有间隙,否则钢咬入轧机冲击较大对卡盘轴承也有损坏。
4 结束语
改进措施实施后,八钢棒材厂小型机2010年3月到2011年5月连续14个月未发生烧轴承事故。轴承烧损事故得到有效控制;备件消耗大大降低;同时生产作业率得到进一步提高。还将采取措施增加轴承上线使用周期,从而降低轴承的年消耗量。
(来源:新疆钢铁)
 2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有
2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有 
