
����
ժ��Ҫ��������Ҫ������ո�������˾1580�������ֲ��ߣ��������鹤����������������з�������Ԥ�����ƴ�ʩ������֤��ͨ��ʵ����Ч�Ľ����˹����������������ķ�������������豸ʹ��Ч�ʼ��豸���ȡ�
�ؼ��ʣ���������У����𣻸��ƴ�ʩ
��������������Ǿ�������ĺ����豸����������Ҫ�����������ء�����������غɡ�������ҵ������Ҫ���������������١���仯�ٶȡ��߾���Ҫ��;��������������Ӱ�죬���������ʹ�ù����о�������ֵ�ʴ��ĥ�𡢰��䡢����������Ӱ�������豸���ȣ�����ʱ�������������������������豸�����¹ʡ�
1�����������ʧЧ���
���ո�������˾1580�������ֲ��߾���������7���Ĺ�ȫҺѹ������ʽ������ɣ�Z��������35000KN��Z�������ٶ�19.8m/s���������ߴ�F1-F4����750/��670×1780mm��F5-F7����700/��630×1780mm������������ͺ�M667947D/M667910/M667910D����Բ������С�
��2020��3�¿�ʼ���������鹤�������Ƶ���������������������ɹ�������м������쳣��ʧ����������F5-7���ܲ�����λ��;������������п����飬������֮�����������Z����ֹ�Ʋ��һ����й���������Ƚ϶࣬��������ѣ����ּܱ�����
2������������������
���������̻�������һ����з��ȵ��Ĺ��̣����������ȱ�ݻ�����Ӱ�죬��������и��ɹ��أ�ת��ʱ�������裬����������������Ȧ֮�����ת��ʱ���µľ��ҷ��ȹ��̣�Z�յ����������
2.1��в���Ӱ��
��б�������ѡ�ô��ڲ��죬��������г��ҹ�ͨѯ��19��10�·��Ժ������ѡ�õIJ���10CrNi3Mo�������ڻ�����ѡ��G20Cr2Ni4�������ϴ���һ���IJ��죬���ֲ�������ʹ��Ҫ��;����������ߺ�û�м�ʱ����ע�ͣ����������Ϊȱ�����������װ��ʱ�����������ʽ�������ڣ�������л��˿������𣬴������������S�г�����������
2.2�����Ʒ�������ϼ�϶
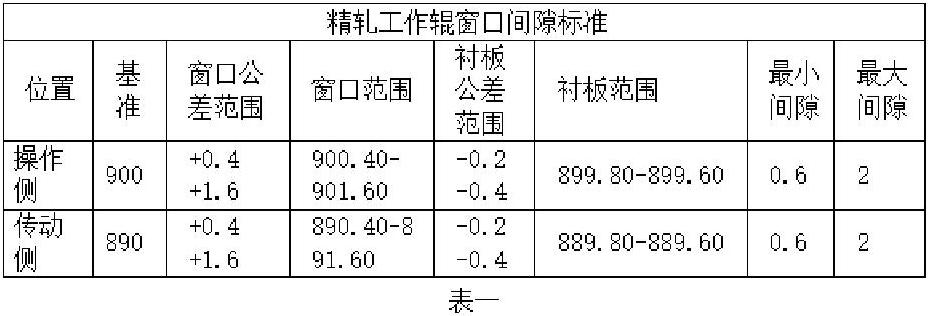
����������������Ʒ�������ϼ�϶����1580����ԭ�����ϼ�϶Ϊ0.6-2.0mm������1�����������������ƹ��ͼƻ��뽨�����ڷ����ܴ�仯���������ƹ���Ա����Ϊ����������������Ʒ�������ϼ�϶���������ƹ����г��ֽ������������������г����쳣����������������������������
2.3�������ھ���
���������Ʒ��ƶ�������̶���˨�����ɶ����ѣ�������ֱ�ӵ����Ʒ����ھ���ʧ�棬�Ʒ�����װ����϶���ܿأ�������ƶ����裬����������գ����߾���������İ������ڻ��ˣ�Ҳ����֤����һ�㡣��������ͷ������Ͳ��ĥ�����أ�������϶������Χ��
3.���������������ƴ�ʩ
3.1���װ��
�Ż���а�װ���̣�����ֹ����м�϶����0.2mm����Ϊ0.1mm��ȷ��ֹ�������Ч�������������;���װ�䣬��ֹ������룬��а�װ��Ҫ�ڹ�����������ͿĨһ����֬����֤��г�����ȷ���ܷⰲװ��λ����ֹ��н�ˮ;���ά��Ҫ�ƶ������IJ������F1-F7����ʱ��ʹ��ʱ�䣨1000-1500��Сʱ���������������Ϊ�ˣ�����������������Ʒ���������̿���ά�����ڣ�800-1000��СʱΪ��;������ʱҪ��ϴ������ĥ�������������������ϴ�ɾ���������и����������õ���м��ά�������Է��������������ֹ�����������
3.2�����
���ע����Ҫ��֤���㣬�����ᵼ����е��쳣��������Ч�����Լ�С���Ħ������ֹ�����ʴ�����ƽӴ�״̬����ƷҪ����ȡ�����飬��֤��ƷƷ�ʴ�ꡣ
3.3�����Ʒ����ھ���
���ڶ���������弰�����Ʒ����ڳߴ���в�������ʱ�Դ�����Ͻ��е�����ȷ����϶�����0.1mm���ڣ����ϸ���ƴ�����ϼ�϶�����⽻����������
���ü����Ʒ����ڳİ���м�飬ͬһ��İ���˨�ɶ����ѵIJ��ó���1�����ϣ���֤�Ʒ����ھ�����Ч��װ����϶�ܿء���������Ͳ���ͷ��ϼ�϶��������0.5mm��Z���ܳ���1mm������״̬��������ת�������л�������ػζ�������������쳣�ܳ�������Գ�������Χ����Ͳ������������������ܹ���Ҫ��ֿ��ǣ�ӦΪ��ѹ�ܹ����Լ�С���������������������鷶Χ��F1-F7������900-0.2-0.38������890-0.2-0.38������ߴ糬��ͻ��忨�衢���˻��������ʱ��Ҫ��ʱ����������
3.4���������
��֤������ijߴ羫�ȣ������������������������Ӱ�죬���������Ա��Σ�������ײ�����Բ�����ÿ�ΰ�?ǰ�����������ھ������������ߴ��Ƿ���ϱ�����������ڲ��ֳ���������Ӧ���ĸ�ƽ�棬ÿ��ƽ�水���������в��ĸ��㣬����ʮ�����㣬��������?ֹ��������ھ�����֤������ڿ�Բ����0.1mm���ڣ��������Ŀ���ʹ�ü�����������ȸ��ߣ��������Բ��ƫ�ᵼ�����ƫ�ģ�����ƫĥ���Ӿ����ĥ����
3.5��и���ʹ��
�����ʹ�ø��ټ��Ҳ�dz���Ҫ��������������з�չ���̵ģ���������������ڷ��֣�����ʱ�������Ϳ��Լ��ٲ���Ҫ����ʧ��ʹ�ù���Ҫע��һ��5�㣬��1��ÿ�����ߺ���������£�����ͬһ���ܲ�ͬ������¶�ƫ���10��ʱ;��2��ע��ʱҪ����Ʒע�����۲������������Ʒ���Ƿ��н�����ĩ��ð���͡�ϡ�͵����;��3���������ʹ�ø��٣���������ת�����졢ע�Ϳ����������˵������ڲ������쳣����������;��4������ĥ��ʱ����ĥ��ʱ����Բ��������������죬������ת���ѵ��쳣���;��5���������ƹ���������쳣�������׳����쳣������һֱ��������ʱ��������������ֶϹ����쳣�����¹�;����5������������Ҫͣ�ã�������飬ȷ���������Ƿ���ã���ʱ��Ч�ļ����Ա���������������¹ʷ�����
�����
������3���µ��о��Ľ���1580�������ֲ��߾���������������������õ���Ч���ƺͽ����������δ����һ�����߹�������������¹ʣ�֤�����ϴ�ʩ��Ч���У����������������ƣ����ճ����ά���ܲ��ɷ֣�������ճ��İ�װ�Լ�ʹ�ù����У���Ҫ��һ�����渺���̬�ȡ�������ʵ���ϴ�ʩ�����Ἣ��ؼ�����������¹ʷ�������֤��������Ч�ʡ�
�ο����ף�
[1]������1780mm�����߾���F4�������������ԭ���������ʩ�ڰ˽죨2011���й�����������ļ�
[2]����������������������������Ƽ����µ���2011��
[3]��ǿdz̸�������������������������ҵ����2018��
��Դ����װ��ά������2020��26��
 2003-2018 ������ҵ�����Ϻ�������˾���Ϻ�����������������˾ ��Ȩ����
2003-2018 ������ҵ�����Ϻ�������˾���Ϻ�����������������˾ ��Ȩ���� 
