
高波
三菱印刷机是国内引进较多的一种胶印机,然而在三菱印刷机所有故障中,套准部机械故障的产生较为频繁,尤其是摆动器和前挡规部分的故障,容易造成纸张破损、皱褶,严重时甚至会压坏橡皮布,从而影响印品质量。下面,笔者以三菱钻石D3000印刷机为例,对套准部的摆动器、前挡规部分各种故障的产生原因及解决办法进行分析,希望对同行有所帮助。
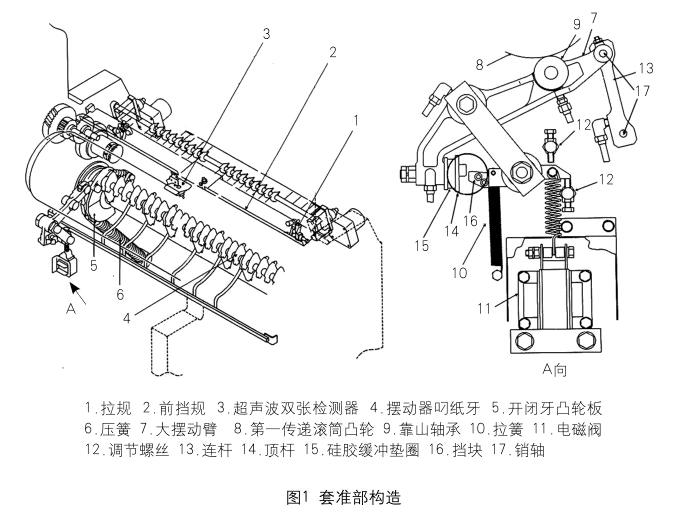
套准部是印刷机的重要组成部分,其功能是对纸张进行校准后,在摆动器叼纸牙作用下将纸张传递给印刷单元,从而完成印刷。无论是三菱H系列、F系列印刷机,还是三菱钻石D3000系列、V3000系列印刷机,套准部构造基本相同(如图1所示),其机械结构除传动部分外,还包括摆动器叼纸牙控制部分,由大摆动臂、开闭牙控制电磁阀、摆动器、叼纸牙开合凸轮、连杆和压缩弹簧等组成;前规纸张校准部分;电气检测控制部分,由纸张到位检测(前规电眼、侧规电眼、超声波双张检测器)、光电信号控制和主控制线路等组成。
摆动器故障分析及处理
1.工作原理
如图1所示,当机器运转时,传递滚筒凸轮8推动靠山轴承9使大摆动臂7上下摆动,经连杆13带动开闭牙凸轮板5上下往复运动,而安装在摆动器上的开闭牙轴承随开闭牙凸轮板5往复运动,使叼纸牙在开闭牙凸轮板5上高点闭牙、低点开牙,从而完成叼纸牙“叼纸-传递-交接”的过程。大摆动臂总成之所以能够随传递滚筒凸轮8进行往复运动,其作用力来自压簧6(线径6mm,总长640mm,4×14圈,内径36mm,外径48mm,Z小工作时压缩长度400mm,Z大工作时长度372mm),即通过压簧6的强力作用以及轴套、连杆机构的传递使大摆动臂总成完成往复运动。
2.故障分析及处理
由于摆动器叼纸牙系统是一个平面力系,根据力线平移定理,各铰接点的合力与压簧弹力大小相等、方向相反(在不考虑其他外力情况下,如摆动牙叼力和开闭牙弹力),只是附加一个力偶,因此在如此强力作用和高速运转下频繁往复运动,各构件受到剪切挤压,将造成局部磨损,从而产生以下3种故障。
故障一:在前挡规未翻转的情况下,张纸被摆动器叼纸牙叼走;或与传递滚筒交接时张纸产生破损。
产生原因:连杆机构内的铰接销轴17的直径只有10mm,在压簧6的强力作用和高速运转下做小幅摆动,因剪切挤压和冲击载荷的作用,该销轴极易产生上表面(与压簧弹力方向相反的表面)局部磨损和滚针轴承内圈凹陷或损坏,从而形成间隙,致使连杆13在移动过程中行程发生变化,Z终导致开闭牙凸轮板5运行不到位,摆动器叼纸牙4到达前挡规时不能完全张开,以及与传递滚筒交接时角度产生误差,从而造成张纸破损。
解决办法:由于连杆机构比较紧凑,空间狭窄,拆卸有一定的难度,因此判断各铰接点销轴17和滚针轴承是否因磨损而产生间隙时,可以用一个M12螺杆和短轴套将压簧固定并压缩,使大摆动臂7上的靠山轴承9与传递滚筒凸轮8分离,然后晃动连杆机构各铰接点进行检查,如果间隙太大,则必须维修更换。通常情况下,每年计划性维修时必须点检一次,2-3年必须更换各铰接销轴和滚针轴承。
故障二:纸张被叼纸牙叼走,从而产生破损或掉落。
产生原因:其一,在长期受压且高速运转下,传递滚筒凸轮8和靠山轴承9磨损;其二,安装在顶杆上的硅胶缓冲垫圈15因频繁压缩而尺寸变小,此时顶杆与挡块之间的尺寸变大,经摆臂机构放大(力臂比为1∶3)后,在连杆13的带动下,开闭牙凸轮板5抬高控制叼纸牙张合轴承进入开闭牙凸轮板低点,使得摆动器叼纸牙4张角变小,造成纸张被叼纸牙叼走,从而产生破损或掉落。
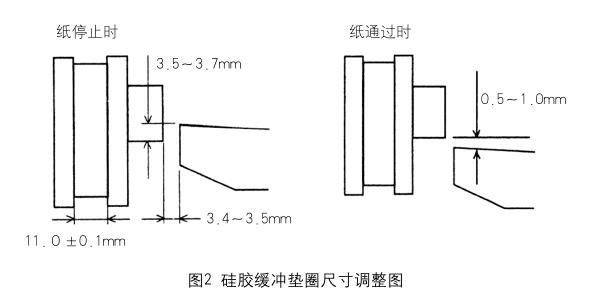
解决办法:其一,检查传递滚筒凸轮8和靠山轴承9是否磨损或局部凹陷,如有应及时更换。注意换凸轮时,为了避免其位置发生变化,必须做好标识,Z好是更换完一半后再更换另一半;更换靠山轴承9时,应确认其是否是承载型滚针轴承(承载型轴承外圈较厚)。其二,当顶杆上的硅胶缓冲垫圈15的尺寸变小时,一种情况是硅胶缓冲垫圈15没有破损,仅是尺寸变小,此时按其尺寸变化量大小加工一片与其同尺寸的金属垫片或橡皮布垫上即可;另一种情况是硅胶缓冲垫圈15破损,此时应更换新的硅胶缓冲垫圈,然后参照图2调整尺寸。
故障三:纸张停止时Z后一张纸被叼纸牙叼走。
产生原因:其一,?挡规挡纸片没有挡纸,造成纸张下冲而被叼纸牙叼走(具体阐述见下文前挡规故障二);其二,大摆动臂顶杆14与挡块16脱扣所致,由于安装在大摆动臂上的顶杆经长期短程滑动,且存在向上分力,其导向槽及滑套产生不同程度的磨损,从而产生间隙,当电磁阀吸合时,顶杆14与挡块16接触面因间隙而产生一定夹角,如果该夹角形成的分力超过电磁阀?拉簧拉力时,在机器运转过程中将迫使顶杆14与挡块16脱扣,形成通纸状态,从而将纸张叼走产生破纸。
解决办法:将控制电磁阀的开关断开,使顶杆与挡块脱开,检查顶杆在大摆动臂滑套内的磨损间隙及左右晃动情况。如果间隙太大,则应及时更换该组件;反之,如果只有微量间隙,则可以通过松开固定挡块的两个M6紧固螺丝,调整挡块,使其与顶杆接触面平行即可。
前挡规故障分析及处理
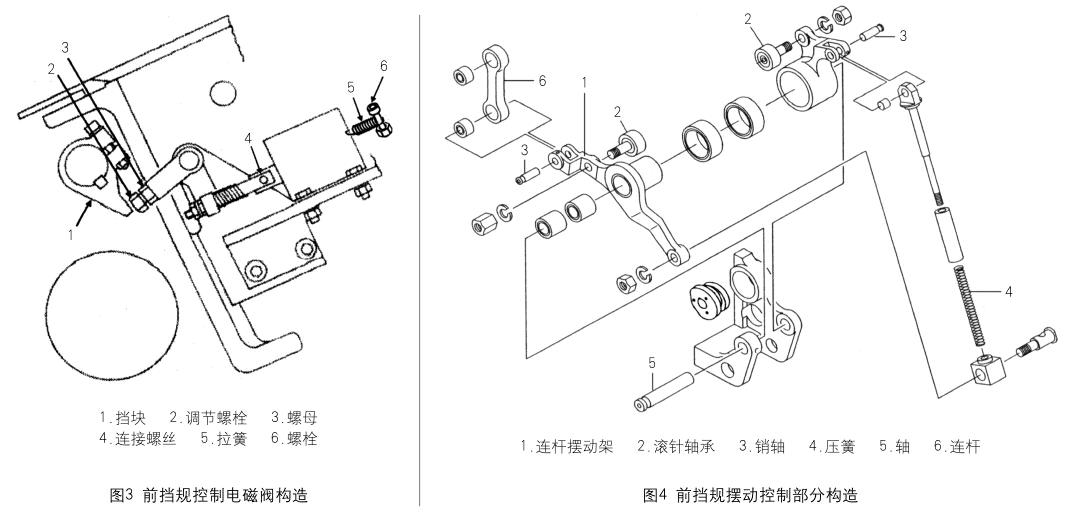
在正常印刷时,前挡规的作用是使纸张停止、定位、校准,如果前挡规不能及时翻转、复位或迟缓,都将造成纸张破损。前挡规控制电磁阀构造如图3所示。
故障一:前挡规控制挡块1与调节螺栓2头部间距太小,通纸时摆动器叼纸,前挡规不让纸,造成纸张撕破。
产生原因:控制该挡块的各构件磨损。
解决办法:点动机器,观察刻度盘到350°-360°之间停止,松开锁定螺母3,调整调节螺栓2,使其与挡块1之间的间隙为0.5mm,然后锁紧锁定螺母3。
故障二:电磁阀失压时(正常印刷时电磁阀断电),由于连接螺丝4及孔磨损,或拉簧5在长期拉伸过程中达到疲劳强度,使拉力降低而造成调节螺栓2与挡块1之间不能瞬间打开或打开迟缓,前挡规不能正常翻转而挡住纸张,造成纸张被叼纸牙叼走而破损。
解决办法:可加工一个偏心套和紧固螺丝固定在拉簧5的螺栓6上,并将拉簧5固定在偏心套上,以调整拉力大小,调整时拉力应适中,拉力太大会导致电磁阀吸力不能克服拉簧5的拉力,从而造成纸张停止时前挡规不能及时挡纸;或者更换新拉簧。
故障三:当挡块1与调节螺栓2之间的间隙调整完毕后,有时还会出现前挡规打不开现象,以致于调节螺栓2越调越短,导致前挡规碰到输纸台板。
产生原因:套准部支座中间控制挡块摆动架上的两个滚针轴承2(如图4所示)磨损或损坏。
解决办法:拆除前挡规双张控制器台板,用3号长内六角扳手松开连杆摆动架1的紧固螺丝,用M8螺母将压簧4固定并压缩,松开滚针轴承摆动架支座轴端及压簧导向杆销轴紧固螺丝,并将其轴5和销轴3抽出,同时拆卸连杆6与支架Ф10销轴(检查销轴与轴承是否磨损)后,将滚针轴承摆动架取出,更换其滚针轴承,然后将该机构安装到位,安装完毕后按前文故障一解决办法要求调整挡块与调节螺丝间隙,检查各前挡规片与输纸台板之间的间隙大小,如果有误差,则需用5号长内六角扳手逐个调之,使其与输纸台板之间的间隙为0.50mm,且在同一平面上,误差不能超过0.05mm。
故障四:印品出现叼口规格线参差不齐,但印品无重影。
主要原因:其一,前挡规在长期挡纸及侧拉规校准时拖动纸张,使前挡规片形成不规则沟槽,导致每一次纸张定位都可能不在同一位置;其二,前挡规晃动,如图4所示,如果连杆1上的连接销轴3或滚针轴承2损坏形成间隙,在高速运转时,前挡规受惯性作用而前后晃动(摆动架1在带动连杆6时因受凸轮限制而行程不变),从而造成纸张定位不准。
解决办法:其一,将磨损的前挡规片拆下,上平面磨床磨削后重新安装即可。若前挡规片磨损较严重,则可购买国产前挡规片进行更换,一般印刷5000万转时必须更换。其二,解决办法与故障三相同,将各销轴及滚针轴承更换即可。
以上所叙述的设备故障发生频率较高,目前其备件大部分已实现国产化,但由于生产厂家良莠不齐,在材质、热处理及加工精度、价格上均有所差异,因此印刷企业在订购备件时要进行仔细的调查、研究。
(来源:印刷技术•包装装潢)
 2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有
2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有 
