
在淬火过程中,由于工件周围接触的淬火介质流动速度不同,甚至某些部位形成液流“死角”,导致了不同部位工件的冷却速度的不一致,从而造成不同部位工件的硬度不均现象。文章通过分析问题的原因,提出改进意见。
1.问题的产生
作为石油装备产品的生产厂家,我公司的产品选材主要以合金结构钢为主,为满足产品的力学性能要求,公司90%以上的钢材需进行热处理,其中大部分需进行调质处理,比如钻杆接头、定向接头、螺杆钻具部件等。调质是金属热处理范畴中较为复杂的工艺,即淬火+高温回火。目的是提高金属材料的综合力学性能,达到产品性能的设计要求。但在对调质后工件的检测过程中发现相同工况条件下处理的工件经常存在硬度不均现象,每炉次总有部分工件需返工,经过长时间的跟踪观测,发现淬火过程中存在问题,淬火过程如图1所示。
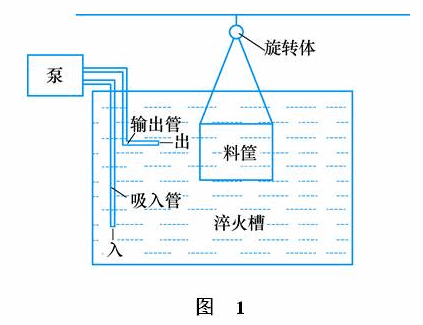
根据热处理淬火理论分析,工件在淬火介质中的冷却过程一般分为三个阶段,分别是:蒸汽膜阶段、沸腾阶段、对流阶段。当工件刚淬入介质的一瞬间,在工件表面即形成一层蒸汽膜,隔绝了工件和周围的冷却介质,蒸汽膜是热的不良导体,在此阶段工件的冷却速度较慢,而在沸腾阶段中,蒸汽膜的厚度不断减少直至破裂,介质与工件直接接触,引起激烈沸腾,不断逸出气泡,带走大量的热量,是冷却速度Z大的阶段,也是意义上真正淬火阶段。在热处理淬火工艺中,为了缩短工件在蒸汽膜的停留时间,我们在淬火槽设计时,为提高淬火介质的流动速度,均匀介质温度,提高淬火介质的冷却能力,增加了搅拌装置。如图1所示。
但是搅拌装置的使用效果不理想,具体过程如下:工件出炉后,使用行车吊运摆放工件的料筐,下入到淬火槽中,通过搅拌泵(扬程40m)吸入淬火槽槽底低温介质,从输出管排出后直接冲击在料筐上。在淬火过程中,料筐下入淬火介质后只能上下移动,由于正对输出管的工件始终接触快速流动介质,并且接触到的是槽底低温介质,淬火效果较好,而相反的一面,介质的流动速度由于料筐的阻碍而变缓,使工件的冷却速度大幅度降低,尤其是单次淬火量较大时更为明显,降低了工件的冷却速度,导致同批次的淬火不均匀。
2.问题的改进方案
针对以上分析得出,导致同批次工件淬火硬度不均的主要因素是由于工件的冷却速度不一致,接触到大流量介质的部位冷却速度快,淬火效果好,而另一面冷却速度慢,淬火效果差,引起同批次不同部位的工件淬火硬度不均,所以理想的淬火过程应该是整个料筐周围都能够均匀地接触到大流量的低温介质。为此,我们设计了一种淬火工装:旋转体。使用时将其吊挂在料筐上部(见图1),旋转体如图2所示。
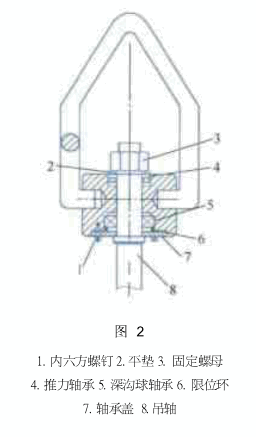
该工装使用推力轴承和深沟球轴承组合,推力轴承承受向下的拉力(工件和料筐的重量),深沟球轴承承受径向压力。淬火时调整料筐在淬火槽中的位置,使输出管的出口方向与料筐中心偏移一段距离,利用搅拌泵形成的冲击力,产生一定扭矩,促使料筐旋转,这样整个料筐圆周方向都能接触到大流量低温介质,达到预期效果。
3.结语
(1)该工装改变了原来的淬火方式,使料筐在淬火过程中从单一的上下移动,变为围绕吊钩中心旋转和上下移动的组合运动,加大了工件的冷却速度,提高了淬火质量。通过对多炉次的淬火工件进行跟踪,淬火质量较以往有很大程度的提高,尤其是大炉量淬火效果更为明显,调质合格率达到95%。
(2)适当控制搅拌速度,搅拌速度过大,容易在工件截面变化处形成涡流,造成局部冷却不均匀。
(来源:热处理生态圈)
 2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有
2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有 
