
���������������

�������������ܳ�����������ϵ�ؼ��IJ���֮һ����������װ���ܳɵ���ˮƽ�ĸߵ�ֱ��Ӱ��������ȼ�;����ԡ�������ʹ���������ɿ��ԡ����������Ľṹ��װ�乤�ռ����Ʒ�������������������Ҫװ������ָ�����֣��ҳ���ǰ������������װ����������⡣���������װ����Ӱ��װ�����������غ���Ҫ���ڵ����������Ӧ�ĸ��ƴ�ʩ��
һ��������������װ������������״
1�����������ṹ��װ�乤�շ���
�������������Ľṹ��Ϊ�����������ܳɡ��������ܳɡ����������ǵȺ�װ�����
�����������ּ�������ܳɽṹ�������������֡���������ܳɡ��������������Ƭ����������ĸ��ͻԵ�ܳɡ��ͷ��ܳɡ�
���ֲ������ܳɽṹ�����������ҿǡ���������˨���Ӷ����֡��Ӷ�������˨������ܳɡ�ʮ���ᡢ������֡��������֧�е�Ȧ�����dz��֡����dz���֧�е�Ȧ��
2��������������װ�似��Ҫ��
���������ܳ���װ���������һЩ�ؼ��ĵ���װ�ã������Ӷ�����֮���������ȷ�����λ�ã�����ʹ���������ϴ���ʱ�������ᣬ�������ֳݷ����ĥ��Ͼ��ȡ�Ϊ�ˣ��ڽṹ��һ����Ҫʹ�����Ӷ��������㹻��֧�иնȣ�ʹ���ڴ��������в����ڷ����ϴ�ı��ζ�Ӱ���������ϣ���һ����Ӧ�б�Ҫ�����ϵ���װ�ã���Щ����װ�õ�ѡ��Ͳ���Z��Ӱ������������װ��������
Ϊ��ʹ�����Ӷ��������㹻�ĸնȣ����������е���ת���ȣ��������װ�õĸնȣ���С��������ʱ����Ϊ��Ҫ��������в���Ԥ����װ��
�������ϵĵ�����ָ��������ӡ�ۺͳݲ����ϼ�϶�ĵ�������ȷ������ӡ�ۺ����ϼ�϶��ͨ��������������ƶ����Ӷ��ı������Ӷ����ֵ����λ�����õ��ġ�
3��������������װ�乤�շ���
����ͨ���Ƚ����������ܳɺͲ������ܳ�װ�ɷ��ܳɣ�Ȼ����������������������������װ��
��������װ�乤�գ���������������ܳ�װ���ߣ�����������ڿ�ѹ����Բ������е��→����A1��A2ֵ��ѡ����Ƭ����S1��ֵ→ѹ�������Ȧ����������→���������Ƭ��ѹ�����������Ȧ��ѹԵѹ��ѹ�ܷ�Ȧ→װ��Ƭ����ĸ��š����Բ��ĸ��775N.m�����Ԥ�����������Ԥ�����ز���1.0N. M��2.0N.m��Χ�������µ�����Ƭ���ϸ�→���������ܳ����ߡ�
���ֲ������ܳ�װ�乤�գ����ֲ��������ҿǼ����������ϲ������ܳ�װ���ߣ���������ѹ����������→��������ת180�ȣ�Ԥš������������˨→��š����š������������˨→��������ת180�ȣ�װ������ֵ�Ƭ��������֡�ʮ���ᡢ���dz��ּ����dz��ֵ�Ƭ���������dz��֡�������ּ�϶→װ��������ǣ�Ԥš����������˨→��š����š����������˨→ѹװ��������������ڻ�→�������ܳ����ߡ�
���������ܳ�װ�乤�գ����������Ǽн��ں�װС���ϣ���ת180�ȡ�→��ȥ��������и�ȥ��Բ��ë�̣�����S2��������������ȡ��100�������Sֵ������S1��S2ѡ����ʵ������ݵ�����Ƭ→��ת180�ȣ�װ������Ƭ���������ܳɣ�š���������˨→��ת180��װ�������ܳ�→װ�����������Ȧ��������ĸ����������Ԥš��������ĸ����и���˨���������������Ԥ��→������������Բ���ֳݲ��϶������������ĸ��š����и���˨��š����˨→��ת90��→���������ܳ�ĥ��ʵ��→��ת90�ȣ��������ܳ����ߡ�
4����������װ�乤���ص�
����ʵ���Զ�������Զ���װ�乤�ռ�����ʹ�õ��Ӳ���������װ���ֶν�ϣ���⼼��������ֶ�ȷ��װ���������ڶ���װ�乤�չ��̵���һ���ļ���ΪŤ��š���������Ƹ��ؼ�Ť��Ҫ��ʵ��Ť�����ȿ�����±1.5mm����ͬʱ���м�⡣��������������������̵Ĺ��ղ�����������ɿ��ƺ���Ϣ�����������ؼ������λ�Ĺ��ղ�����?����Ϣ��Ӧʵʱ��¼���ٲ�Ʒ����ȷ��
����������������װ��ؼ�����ָ�����
1�� ������������װ����������
����������װ������л����������������Ϣ�������ؽ�������Ϣ���з��࣬�Թ���������������Ϣ����ϵͳ�ṹ��ѡ����ʵĵ���Ϣ����������������Ϣ�ļ��������ö�������Ҫ�����塣������Ϣ�ķ����һ�������¼��֣�
1.1���������ݵ����ʻ��֣����������ݡ����������ݡ�
1.2��������������ϵͳ�����û��֣������ƻ����ݡ�ʵ�����ݡ�������ݡ�
1.3����Ϣ�Ĺ��ܷ֣�״̬������Ϣ������ָ����Ϣ������������Ϣ��
2���Ӽ�����װ��Ӱ�����������Z��Ҫ������ָ��
�ǴӶ����ֵĽӴ�ӡ�ۣ��ڶ������Ӷ����ֳݲ��϶���������Ǽ������������ء�
3��������������װ����������Ҫָ��
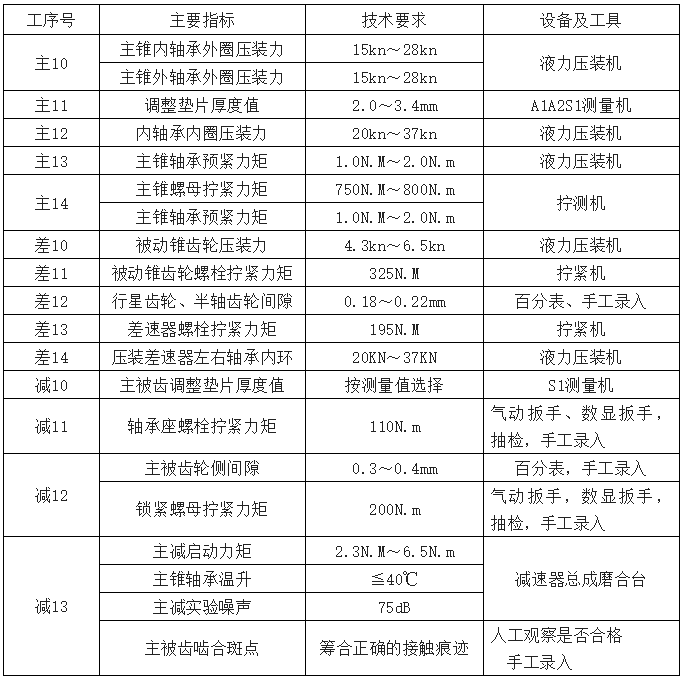
������������װ��������漰��װ�����������ݺܶ࣬���DZ��뱣֤�������Ƶ㣬����������װ�����Ҫָ�꣬Ŀǰ������������װ������Ҫ����ָ�꼰������豸���1��ʾ��
��1 ��������װ��������Ҫָ��
����Ӱ��������������ܳɵ�װ������������
����������������װ�������ĺû����������أ�������Щ����ֻ�и��õĿ��Ʋ���ʹװ�������ﵽ���ѡ�װ�������ĺ��Ĺؼ�ȡ����װ��Ĺ��շ������豸���ơ��㲿�����������ء�װ�����������շ�����װ���豸���㲿��������������Щ����������Ե���Ϊ��Ҫ��
1��װ�乤�շ�������
һ���õ�װ�乤�շ�������װ����˵�DZز����ٵġ�װ�乤�շ���Ҳ�ɳ�֮Ϊװ�乤�չ�̣����ǽ�������װ�乤�չ��̺Ͳ��������Ȱ�һ���ĸ�ʽ��д�������ļ���������֯װ�乤����ָ��װ����ҵ���������װ�䳵�����Ҫ���ݡ��ƶ�װ�乤�յķ�����Ҫ�����ǻ���װ�䵥Ԫ��ȷ��װ�䷽�����ⶨװ��˳��ȷ��װ����֯��ʽ������װ�乤�涨�������װ�似��Ҫ���������鷽�����乤�ߣ�����ʱ�䶨�ȷ��װ���������װ�����װ�������ͷ������������豸���ߣ����װ��ר�ù��оߺͷDZ��豸����������飬��дװ�乤���ļ��ȡ�
2���ƶ�װ�乤�չ�̵�ԭ��
2.1��֤��Ʒװ������������������������ӳ���Ʒ��ʹ������
2.2��������װ��˳�����������ǯ���ֹ��Ͷ���������װ�����ڣ����װ ��Ч�ʡ�
2.3��������װ��ռ���������ߵ�λ����������ʡ�
2.4Ҫ��������װ�乤����ռ�ijɱ�
3���豸��������
װ���豸���أ�
����������ҵ�IJ��Ϸ�չ�������豸���棬���ڼ����������װ�������Զ��������ܻ������Ի��Լ����ݾ�ȷ���ݣ����Զ���װ���豸�ľ��ȡ��ȶ��ԡ��ɿ���Ҫ���Dz����赲�ġ������Ա�֤��װ������ж���������װ��������ɿ��Ժ�Ч�ԣ�Ҳ����ҵ�������Ч�ʵ�һ�������ֶΡ���������������װ���豸��Ȼ����һ��������������⣬����û��ר�ŵ��Զ���װ���豸�����������ؼ���λû���Ƚ��ĵ�װ���豸����װ������к��ѱ�֤���װ������������Ӱ�������Ķ��������ԣ����רҵ��װ���豸�����Ӧ����Ӱ��������������װ����������Ҫ���أ����Ҫ��֤����������װ�������ͱ��������Ƚ���װ���豸����֤װ��������
װ�����豸���أ�
��װ���豸���Ӧ��װ�����豸Ҳ��Ӱ��������������װ����������Ҫ����֮һ������豸���Ǻ��Ƚ�����ʹ�����Ƚ����豸Ҳ���в�������������Dz��ɱ���ģ���ȷ�����������ݡ������������ý�����ѵõ����ӽ���ֵ��Z�ѽ���ǽ���������Z��Ŀ�꣬ͬʱҲ�Dz���ϵͳ������߲������ȷ��������Ĺؼ����⡣�������������������Է�Ϊ�������֣������ϵͳ���ִ��� ���Լ���豸���Ƚ�������������װ����������Ҫ�����塣
4���㲿����������
�Զ����̶�Խ�ߣ����������������Ҫ��ҲԽ�ߣ�������������������ǡ����Ӷ�����Ҫ�������Ҫ����������ס���ƬҲҪ�������Ҫ�����Ӱ��װ���ߵ�����ʹ�á��������������״��ȡ���ڹ�Ӧ�̵�����ˮƽ��������ҵ��˵������һ���������ء�����������������Ҫ��ܸߵ���������˼�ǿ�빩Ӧ�̵ļ��������⣬��Ҫʱ��ȡ�ϸ�����������ֶΣ����ܽ�����Ӱ�������ų���װ��֮ǰ��������ʵ�ʱ����ܳɵ�����Ҫ�����Z�ؼ��ľ��ǹ�˾�IJɹ�����Ӧ��һ���ϸ�İѹء�
5��Ħ�����ص�Ӱ������
������Ħ������������Ԥ���ȣ�����������������Z��װ������������о�Ӱ��Ԥ�����ص������Ե���Ϊ��Ҫ��
Ħ����������нṹ��ʽ����ơ����졢��װ���غɡ���ת�ٺ��¶ȷֲ��йء�����д��ڽӴ��ǣ��Ӵ���������������������Ħ�����أ���������ʹ����������������Ử��Ħ�����أ����ּ�����Ȧ��������ʱ���뵲��Ҳ����Ħ�����أ�ͬʱ�����������͵Ľ���Ħ�������������ӡ�Ħ�����ص�����ܶ࣬����Ҫ�ĵ��У�
5.1���ϵ����ͺ�
5.2�Ӵ����漸����״������ۻ�����
5.3�Ӵ������������Ļ�����
5.4���ּܶ���������֮��Ļ�����
5.5���͵�ճ��Ħ����
6��װ�������Ա����
�����й���������ҵ��չ��ͷ�dz�Ѹ�͡���������רҵ���˲��ǹ���Ӧ������������˾����ȱ�ˣ���һ������װ����Ա�����Ļ���Խ�dz���չ��������ձ����Ա������Խϵͣ���˾Ҳ���ܷ�����������ʵ����������������װ�������У��˻���ռ����?�á���Ҫ�������������������Ҫװ�������ԱҪ�нϸߵ����ʡ��ڹ�����װ����Ա�����Ҫ������ⲻȫ�棬��һЩ��Ŀû�н��п��ƣ���Ӷ����ְ�װ�����������ӷ�������������Ŀ���������������ƣ�û���������ݣ����˵�������ʶ������ִ����Ӱ��ܴ�װ�������ȫ��������װ�乤�ˣ�������֪�˵�װ�侫��ԶԶ�Ȳ��ϻ�е����Ȼ��е������������ģ�����������������ػ�Ӱ���˵Ĺ���״̬�����磺
6.1�������������ڹ�����Ա��˵û�����õĹ�����������û�и�Ч�Ĺ���������Ч�ʡ�
6.2���˵Ĺ���ǿ�ȣ����ܻ�ƣ�ͣ���˲��ܱ�֤���õļ��������
6.3���˵�רҵ���ʣ�����û���Ƚ��ļ���豸����˹�����Ա��רҵ���ʾ�ֱ��Ӱ��װ������������
���������������װ����Ҫ���װ����������Ҫ���װ������Ա���ʣ�רҵ֪ʶ����ǿ����������Ա�������Ա֮��Ľ�����
7��װ������������������
��������������װ������������飬��Ҫ�����������棺һ������Ա��������Ա�Ĺ�������װ�����������Ϳ��Ƽ�������Ĺ��������������������Ƭû�й������ĺá����ڹ�����Ա��������Ա�Ĺ�������Ҫ�Ƕ��乤����������Ч�ʵĿ��ˣ�����һ����ȷ�Ĺ����ƶ���Լ������������Ա���ͶԲ�Ʒ�ķ�������������Ҫһ���õ��ƶȺ���һ����ƽ������ƽ̨��ʹԱ�����������Ժܺõķ��ӣ�ʹ����Ч��������ߡ�װ�������������Ʒ��棬�ڹ������������Ϳ��Ƽ����ѱ��㷺Ӧ��������װ���в�ȡ�óɹ���ͬʱ��������ҵ������һ����ָ�����塣��˾���е�װ������Ѿ�������Ӧ���͵ĸ��ӵ�װ����������װ�����������һ�����࣬���������������µ�Ҫ��
(1)�����ڽ������Ի���ˮ�����ߵ�ͬʱ����֧�����������������Ϣϵͳƽ̨��������Ϣϵͳ������ģʽ������ƥ����о����������С�
(2)��������Ϣ����ϵͳ�У�װ���ߵ��������ݲɼ�ϵͳͨ��Ӧ�����뼼���ͼ�������缼����ʵʩ�����������ݲɼ���
����������������������װ����������Ӧ�øı����ڵ�װ�����ϵͳ���������ѧϰ�Ƚ��ĵ���������������
�ġ�������������װ�����������
1��������������װ������ĸ��˨��š������
������֪�������ϵĴ�С������緢������������������������ֵȴ������������Ҫ����˿����ĸ���̶������Զ���˿����ĸ��š�������Ӱ�쵽������������װ����������������������װ���ж���Ӧ�õ���ʽš������ֻ��š������û��š�����ϵͳ����ÿ����˿��š����������ͬ�ģ����������������㲿��Ҫ���š�����ֲ�ͬ�����Բ��ܱ�֤װ��������
2��������������װ����������
����Ŀǰ�����ż�����װ���ʵ�ʹ��ռ������ֳ����⣬�����������죬���ձ��Ϊ��������һ�����ڵĻ��⡣��˾���Ҳû���ҵ�һ�ֺ��ʸ�Ч�Ľ���취��Ŀǰ��Ϊ���ɺ����������������ڲ��Ӷ����ִ�������ʱ��������������Ҫ�������⼸���棺
2.1�Ӷ��������Ϲ����Ƿ�ƽ˳�������Ƿ�ȷ��������������������
2.2����֧�Ż���—��м���������������ǵȡ���ṹ�ص㡢�ȴ��������ӹ�����״��ֱ��Ӱ�������Ӷ����ֵİ�װλ�ú�֧�иնȣ�����ʱ�п��ܻ���������������
2.3������װ����̶�Z���װ������Ҫ��Ӱ��
��˶Ժ���������������������Ҫ���ڳ��֡���С�����������ͼ�����װ�������ȡ�Ҫ��������ķ����ʣ���Ҫ���������������װ��Ĺ����п��ƣ�Ҳ�漰�������Ӧ�̺˿�ʹ�ù��̵Ŀ��ƺͼ�������ڡ�
3��������������װ���������Ƽ�������
�����Ӷ��������ϵ�����
һ��ij������������ܳ�װ���У�Ϊ�˱�֤�����Ӷ��ֳݵ���ȷ���ϣ��������ò�ͬ�ĵ�����Ȧ���������ݵ�����λ�á�Ŀǰ���������������������ϣ�������Ȧ��ѡȡһ�����˹�����ɡ�������������Ϳ�Ժ�ɫ���ϣ��쵤�ۺͻ��͵Ļ�����Ȼ���������Ӷ��������ϵ�����£����ַ���ת���������֣����ǴӶ������ֳݵ����������ϳ����˺�ɫӡ�ۣ��۲�ݺ۵�λ�ñ���ж��������Ƿ���ȷ���ϡ����β�ͬ��������ӡ�۵ĵ���ԭ��ͬ�������Ӷ����ֵ�����ӡ�ۿ�ͨ������������Ƭ����������������Ӷ������Ƿ��������ã�Ӱ��������������װ��û�����һ����Ҫ���أ���ȷѡ�õ�����Ƭ��ȣ��Ա�֤�����Ӷ����ּ�ĺ��ʵ����ϼ�϶�������������װ�������Ĺؼ�����֮һ��
�塢���ƺ�����������װ�������Ĵ�ʩ
�����ڶ���ķ�չ������ʼ�ռ������������㷺ȫ��������ٵ�������չս�ԡ�“�ɹ��Ŀ��ˡ���ȷ��Ŀ�� ����ȷ��ս�ԡ��ᶨ�����ġ����õ�ǰ����”���Ǻ������ŵ��·�ò����Ȼ������һ���ĵ�λ�����й��Ǿ������ص���ҵ��ͷ�����������������л��Ǵ�������㣬����������������װ������������кܶ����Ҫ���ơ�ϣ��ͨ���˴θ��ƴ�ʩ���ܳ�Ϊ�������Ź�˾�������������ִ������Ƚ��ԵĻ�ʯ��
1��������������װ�似������ĸ��ƴ�ʩ
(1)װ��ģ�黯,����ָ��������������ɽ�?���������ϵͳ���м���,�Ӷ��γ�һ����������ܳɡ�������װ�����黯�������������㲿����������ģ�黯��ϵͳ��Ʒ��
(2) ��������װ��ϵͳ������װ��ϵͳ�ǽ������ŷ�չ������һ�ֶ�Ʒ���Զ�װ��ϵͳ�������м�������Ƶľ��и߶ȵ�װ���Զ�����װ�����ԡ������ʼ��ϺõĿɿ��Ե��Զ�װ��ϵͳ������װ�䵥Ԫ�ǽ���һ̨���̨�����˰�������ɸ���װ�乤�������û�е�Ӿ�ϵͳ�����������в����λ�ü��йز���������װ��ϵͳ����һ��װ������ͬʱ��ɶ��Ʒ�ֵİ�װ������
(3) ����������������װ��ϵͳ,�����ü�������������������������㲿����ģ�͡���������ģ��װ�乤����Ҫ���������֣�
1.3.1 ��������������װ��Ʒ���ݹ�������װ������Ҫ������Ʒ��ƽṹ���ݡ���Ʒװ�����ݣ�
1.3.2װ�䵥Ԫ���֣���װ����ҵ����Ļ�������װ�乤���ֱ����Դ��Ҳ��װ�乤��ѡ�õ����ݣ���Ҫ������ȷװ�䵥Ԫ��������Ҫ��װ�乤���оߵ�ѡ�ã�װ�乤��
1.3.3װ����ҵ���⣬�ǽ��װ���ߵ�ƽ�����⣬�ﵽƽ��������������Ŀ�ģ����������������װ�������Ч�ʣ���������ɱ���
2��������������װ�乤�ռ����ĸ��ƴ�ʩ
Ŀǰ������������˾������������װ�䣬�����˶����Ƚ���ˮ�ߣ��Թ��ռ������������˿��ƣ��ھ��ȡ�Ч�������˸��ơ����ܳ������졢���������桢Ŀǰ��ȫ���˵ĸо��жϣ�û���������ݣ���Ҫ�ܴ�ĸ��ơ����ݲ�Ʒװ���ص��������ռ����������������Ƹ��ơ�
3���������������������ܳ�װ�乤�ռ������ƴ�ʩ
�˹�Ԥװ������ֺ����dz��֡���Ƭ������→���������ֺ����dz��ֳݲ��϶→��ϸ�װ���ӡ�í�����粻�ϸع���→װ�Ӷ�����→�Զ��Ͻ���װ��˨Ť��→���Ӷ����ְ�װ����������ϸ�����粻�ϸ��˳����з��ޡ���װ��
��һ�δӶ����ְ�װ����������Ϊ�ж�װ�����ݡ�
4����������װ�乤�ռ�������
�����ߡ�����и�→ѹ�����Ȧ→�Զ������Ȧͬ���→��̬��⡢ѡ��װ���Ƭ����Ƭ����֤�������ְ�װ���Ҫ��→ѹ����������Ȧ→ѹ�ͷ�→װ���������������ĸ→�Զ�š����ĸ���������������ĸš��������������������→�Զ�������ӷ���������
��һ�������ӷ���������Ϊ�ж�װ���������ݡ�
5����װ���ռ�������
ѡ��������ܳ����˵�Ƭ→ѹװ���������������Ȧ→�������ܳ��Զ�ѹ���������→Ԥװ��и�→�Զ�š����и���˨����֤��и�Ť��→�Զ����ס�Ӷ����ֳݲ��϶����ת����→����ӡ�ۼ�鲢���գ��粻�ϸ����߷��ޣ�→װ����→ĥ��→������Ᵽ֤�����졢������→í����ĸ→���ǡ�
��һ�οɴ��������������Ϊ�ж����ݡ�
6��������������װ�䷽ʽ�ĸ��ƴ�ʩ
����������װ���ߵ��Ϸ������ȵIJ���5����ʾ����װ����Ա������������װ���ߵĹ���״������ʾ����Ӧ����ʾ���ֻ��棺
(1)�ֶ��������棻
(2) ���������棻
(3) װ�䵹��ʱ��ʱ����ƻ��棻
(4)��ͣʱ�Ĺ�λ�š�
��ʾ���Ŀ���ԭ��������ÿ�������װ��ʱ�估һ����λ����һ����λ������ʱ����ֵ����Ա�ڲ��������ϵ��趨�ˣ�װ�乤����װ����ʱ���Կ�����ʾ����ʾʣ���װ��ʱ�䣬����ʾ����ʱʱ����ʾʮ����ʱ���������ⱨ����֪ͨ�����뿪����������Ļ��ʾ����ʾ��ʾ���������棬���ѹ�����Ա��Ҫ�ڽ��빤������������ⱨ��ʱ��ij����λ��û����ɹ����˰��¸ù�λ�ϵļ�ͣ��Ť����ʾ������ʱ��װ����Ҳ�����������ȴ��ù�λ��ͬʱ��ʾ����ʾ�ȴ��Ĺ�λ�ţ���������ȴ�ʱ�估��λ�żĴ浽�ڴ��У�����ÿ��װ���ߵ�����״̬ͨ����ӡ����ӡ��������Ϊ�Ľ�װ�乤�ռ����˹��˵����ݡ����������������������������˹��˵Ĺ���Ч�ʣ���װ�������Ҳ�õ��˱�֤��
��������װ�����豸������װ������
1������װ�����豸�Ĵ�ʩ
(1) ���ü�λ����װ������ÿ��3��8��װ�������λ����һ����鹤λ�����ڼ�鲢ͨ��PFS��PFS����ʹ���������������йع�λ����������Ϣ�ļ�����նˣ������������ǰ�������װ��������Ϣ���Ա㼰ʱ������
(2) ������Ӧ�ļ���豸��������
2��ѡ���Ƚ��豸�������������װ������
2.1���Ӷ�����װ����ö�ͷ���ذ��֣������ױ�֤������װ�������Ҫ��
2.2����ﰺ����ע�ƶ�Һ����ȴҺ�����ó���ն�����ע�豸��Ч�ʸߣ��������ȸߣ�
2.3������ʾ�ĵ�·����豸���ɼ���·�����
2.4�����������ʵ��̨�����ڼ��������������ܳɣ������ڷ���װ�����
 2003-2018 ������ҵ�����Ϻ�������˾���Ϻ�����������������˾ ��Ȩ����
2003-2018 ������ҵ�����Ϻ�������˾���Ϻ�����������������˾ ��Ȩ���� 
