
作者:林鑫
(天台索道)
摘 要:紧固件是应用广泛的机械基础件。随着我国2001年加入WTO并步入国际贸易大国的行列。我国紧固件产品大量出口到世界各国,世界各国的紧固件产品也不断涌入中国市场。特别是索道行业,随着索道设备标准化和国际化程度越来越高,紧固件的种类在索道行业应用越来越多,使得紧固件的维护保养在索道运行维护单位差异化和标准化使用维护越来越重要,下面就本索道紧固件在设备维护保养中的一些经验做如下探讨。
索道设备作为大型机电设备,设备占地面积广、区域多,紧固件种类多、型号复杂、数量极其庞大,科学规范地维护紧固件成为索道维护保养中不可或缺的一项重要工作。
关键词:设备维护;紧固件;工具
一、紧固件基本介绍
1.种类
紧固件是作紧固连接用的一类机械零件,应用极为广泛。它的特点是:品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度极高。因此,也有人把已有国家(行业)标准的一类紧固件称为标准紧固件,简称为标准件。
由于每个具体紧固件产品的规格、尺寸、公差、重量、性能、表面情况、标记方法,以及验收检查、标志和包装等项目的具体要求均有相应的国家(行业)标准和国际标准,通常包括以下12类零件:
(1)螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。这种连接形式称螺栓连接。如把螺母从螺栓上旋下,有可以使这两个零件分开,故螺栓连接是属于可拆卸连接。
(2)螺柱:没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,使这两个零件紧固连接成一整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。
(3)螺钉:也是由头部和螺杆两部分构成的一类紧固件,按用途可以分为三类:机器螺钉、紧定螺钉和特殊用途螺钉。机器螺钉主要用于一个紧定螺纹孔的零件,与一个带有通孔的零件之间的紧固连接,不需要螺母配合;紧定螺钉主要用于固定两个零件之间的相对位置。特殊用途螺钉例如有吊环螺钉等供吊装零件用。
(4)螺母:带有内螺纹孔,形状一般呈显为扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之成为一整体。
(5)自攻螺钉:与机器螺钉相似,但螺杆上的螺纹为专用的自攻螺钉用螺纹。用于紧固连接两个薄的金属构件,使之成为一整体 ,构件上需要事先制出小孔,由于这种螺钉具有较高的硬度,可以直接旋入构件的孔中,使构件中形成响应的内螺纹。这种连接形式也是属于可拆卸连接。
(6)木螺钉:也是与机器螺钉相似,但螺杆上的螺纹为专用的木螺钉用罗纹,可以直接旋入木质构件(或零件)中,用于把一个带通孔的金属(或非金属)零件与一个木质构件紧固连接在一起。这种连接也是属于可以拆卸连接。
(7)垫圈:形状呈扁圆环形的一类紧固件。置于螺栓、螺钉或螺母的支撑面与连接零件表面之间,起着增大被连接零件接触表面面积,降低单位面积压力和保护被连接零件表面不被损坏的作用;另一类弹性垫圈,起着阻止螺母回松的作用。
(8)挡圈:供装在机器、设备的轴槽或孔槽中,起着阻止轴上或孔上的零件左右移动的作用。
(9)销:主要供零件定位用,有的也可供零件连接、固定零件、传递动力或锁定其他紧固件之用。如图一所示:

图一:销
(10)铆钉:由头部和钉杆两部分构成的一类紧固件,用于紧固连接两个带通孔的零件(或构件),使之成为一整体。这种连接形式称为铆钉连接,简称铆接。属不可拆卸连接。因为要使连接在一起的两个零件分开,必须破坏零件上的铆钉。
(11)组合件和连接副:组合件是指组合供应的一类紧固件,如将某种机器螺钉(或螺栓、自供螺钉)与平垫圈(或弹簧垫圈、锁紧垫圈)组合供应;连接副指将某种专用螺栓、螺母和垫圈组合供应的一类紧固件,如钢结构用高强度大六角头螺栓连接副(图二)。

图二:连接副
(12)焊钉:由钉杆和钉头(或无钉头)构成的异类紧固件,用焊接方法把他固定连接在一个零件或构件上面,以便再与其他零件进行连接(图三)。

图三:焊钉
2.螺栓与螺母的技术参数度量
当今世界上长度计量单位主要有两种,一种为公制,计量单位为米(m)、厘米(cm)、毫米(mm)等,在欧州、我国及日本等东南亚地区使用较多,另一种为英制,计量单位主要为英寸(inch),相当于我国旧制的市寸,在美国、英国等欧美国家使用较多。
(1)公制普通螺纹规格标记方法:
粗牙普通螺纹规格用字母“M”和“螺纹公称直径”表示;细牙普通螺纹规格用字母“M”和“螺纹公称直径X螺距”表示;当螺纹左旋时,在标记后加注“左”字;标记中尺寸单位“mm”不需注明。例:
M12——表示公称直径为12mm的粗牙普通螺纹;
M12X1——表示公称直径为12mm,螺距为1的细牙普通牙纹;
M12左——表示公称直径为12mm,方向左旋的粗牙普通牙纹;
(2)英制计量:
1英寸=25.4 mm 3/8¢¢×25.4 =9.52
英制螺栓表示方法1/4"-20X1/2"
(3)螺距:
为相邻牙在中径线上对应两点的轴向距离或相邻牙山或两相邻牙谷间的距离。在英制中以每一英寸(25.4 mm)内的牙数来表明牙距。如表一牙距所示。
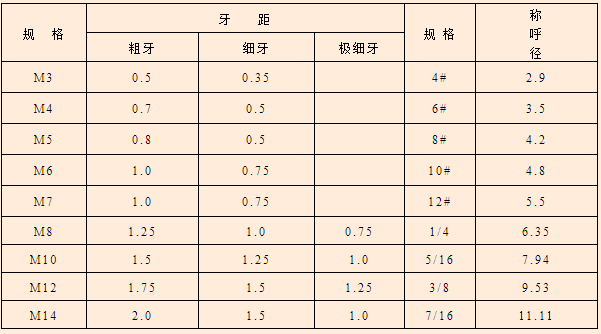
表一:牙距
(4)预紧力
预紧力是机械建筑等专业很常见的一个术语。比较通用的概括性描述为:在连接中(连接的方式和用途是多样的),在受到工作载荷之前,为了增强连接的可靠性和紧密性,以防止受到载荷后连接件间出现缝隙或者相对滑移而预先加的力。
螺纹联接的预紧力矩计算
Mt=K×P0×d×10-3kgf.m
K:拧紧力系数 d:螺纹公称直径
P0:预紧力 P0=σ0×As
As=π×ds/4 ds:螺纹部分危险剖面的计算直径
ds=(d2+d3)/2 d3= d1-H/6 H:螺纹牙的公称工作高度
σ0 =(0.5~0.7)σs σs――――螺栓材料的屈服极限kgf/mm (与强度等级相关,材质决定)。
K值查表:(K值计算公式略)如表二K值表所示
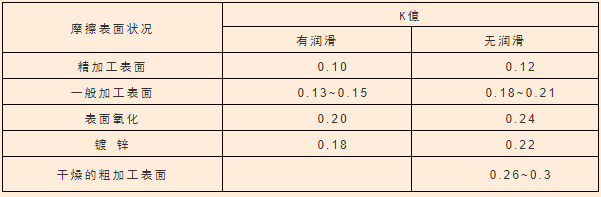
表二:K值表
二、索道常用紧固件维护注意事项
统括索道机电设备所有紧固件来说,以九华山天台索道为例,除尚未发现的除第⑹项木螺钉以外涵盖了前面介绍的紧固件中的12类中的11类。根据索道设备厂商提供的技术资料和日常设备维护中应注意的事项,下面以九华山天台索道为例,介绍几种常见紧固件维护中出现的问题。
1.力矩检查常见问题
(1)力矩大小混用
不同类型、型号、使用位置以及设计要求的螺栓力矩大小不一,在维护过程中不能按照经验使用一种力矩参数紧固检查力矩,例如粗牙细牙螺纹力矩不一样、钢结构和普通结构螺栓力矩不一样、内六角和外六角螺栓力矩不一样等等。
遵循原则:在图纸中或者设备维护手册中标明要使用特定的紧固力矩时,使用力矩扳手按要求力矩紧固,即图纸和手册中标明的力矩值是第一原则;如果在图纸中没有标明力矩要求,按标准力矩检查表,使用力矩扳手按要求力矩紧固;
当不能使用力矩扳手紧固螺栓时,使用与螺栓配套规格的扳手紧固并且只能使用人工加力(例如不能使用额外的杠杆);特殊方法紧固的螺栓按要求紧固(例如九华山天台索道万向联轴器连接螺栓紧固力矩使用旋转角度法)。
(2)该换不换
紧固件更换标准:一是紧固件不能再起正常的作用的时候要及时更换;二是诸如定位销、弹簧销、带槽螺母、锁紧螺母、沉螺母等一次性使用件拆卸一次更换一次;三是厂商提供的设备维护要求更换的必须更换(例如九华山天台索道万向联轴器连接螺栓拆卸一次必须更换一次)。
(3)抽检混乱
紧固件抽检是一项很重要的设备检查方法和工作要求,在设备抽检过程中如果不做记录经常会出现漏检、重复抽检等情况,因此即使是设备抽检应做到记录详细,周期相等,否则会出现紧固件该该紧的未紧,不松的反复检查。
(4)紧固顺序混乱
法兰类连接螺栓紧固和力矩检查顺序是有要求的,错误的紧固顺序会导致局部工件局部受力、稳定性差等问题。法兰类连接需要遵循以下原则:对角原则、垂直原则、顺时针原则。例如九华山天台索道设备维护手册要求某支架地脚螺栓紧固顺序1→2→3→4→5→6→7→8如图四地脚螺栓紧固顺序所示。
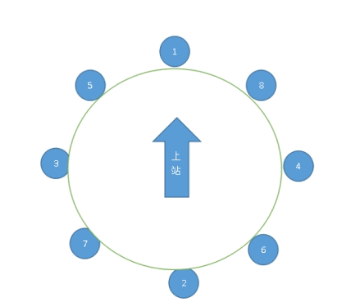
图四:地脚螺栓紧固顺序
2.紧固件安装常见问题
(1)平垫及弹簧垫圈安装位置随意
使用螺母组合时,螺栓头部与设备间需要安装平垫,螺母与工件间分别安装弹簧垫圈和平垫;不使用螺母组合时螺栓头部与工件间分别安装弹簧垫圈和平垫。如图五螺栓垫片使用规范所示。

图五:螺栓垫片使用规范
(2)开口销开口大小随意
开口销安装过程中,有的工件因位置限制,插入时野蛮操作,损坏开口销头部;开口销尾部打开随意或者过度打开导致尾部折损,正确的打开方法是从开口销中心线两边等分打开30°,不可采取全部在一边打开或过度打开,容易造成开口销损伤。如图六开口销使用规范所示。
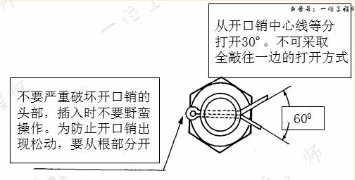
图六:开口销使用规范
(3)螺纹抹油图省事
一是部分作业人员在螺栓安装过程中因螺纹有锈蚀或表面腐蚀等情况在安装过程中在螺纹表面涂抹润滑脂以方便安装;二是作业环境不清洁,导致紧固件受油污污染;螺纹表面受油污或涂抹润滑脂后,螺栓安装时表面上是安装到位且力矩检查没有问题,但随着设备震动因内外螺纹之间摩擦力减小易松动。正确的操作是除锈、清洁、干燥后再安装拧紧螺栓,或者用丝攻或扳牙工具清理螺纹表面碎屑后再使用。
(4)螺栓混用
设备维护中,经常因备件不足,在拆卸设备过程中遗失螺栓、螺母等,后期安装中使用不同长短、不同型号、不用厂家、不同表面处理等不同螺栓、螺母代替,造成设备使用过程中加重设备损伤。
正确的做法是,设备维护前查找相关资料备足相同型号、厂家的紧固件,以免出现替代品混用的现象。没有足够备件且无需更换备件的情况下应在拆卸设备过程中使用专用的零件盒分类存放备用。
3.工具使用常见问题
(1)活动扳手代替专用型号扳手使用
设备维护过程中禁止使用活动扳手,一方面活动扳手开口在加力的情况下开口会松动变大容易打滑,既不安全又会在打滑过程中损坏螺栓或螺母头;二是无力矩要求的小螺栓紧固时大的活动扳手力矩会超过螺栓紧固力矩。
扳手的选用在工作位允许的情况下尽可能使用梅花扳手或套筒扳手,其次选择开口扳手。
(2)力矩扳手使用不规范
一是力矩扳手使用后力矩调节不归零,下次使用直接调整到相应力矩大小,长期如此使用会导致力矩扳手失准;
二是作业环境不清洁或使用后不清洁受污染,这也会导致力矩扳手失准;
三是力矩扳手不校验、不校准,国家法定标准JJG707规定的检定周期为一年,但是如果使用频率高,建议你缩短检定周期。欧洲有些国家的标准中检定周期是一年或使用5000次,以先到为准。
三、结束语
紧固件虽小,但作用巨大,紧固件的正确使用和维保,可以减少设备的部件磨损、减振降噪,提高设备的稳定性、可靠性、延长设备使用寿命,提高设备的利用率。科学合理的紧固件维护保养是以的代价换取的经济效益。不仅提高了整个设备安全性能更提高了设备的稳定性,是设备安全高效运行的重要保障。设备维保关键在于精细化、标准化,作为设备维护作业人员,应从一点一滴做起,从维护一颗螺丝钉开始,这样才能保障设备安全运行。
来源: 九华旅游索道技术交流
(版权归原作者或机构所有)
 2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有
2003-2018 旭阳工业服务(上海)有限公司、上海旭阳传动技术有限公司 版权所有 
